1. Ламати та бити
Помістіть макулатуру або траву,-як комерційну целюлозну плиту, у гідравлічний розбивач і змусьте її знову подрібнити на целюлозу. Промислові пакувальні продукти зазвичай використовуються у виробництві горизонтальних гідравлічних пульперів, а концентрація пульпи під час дезінтеграції становить 5%-8%. Його переваги відіграють роль лише в диспергуванні паперового волокна, відсутності ефекту різання, високій ефективності дезінтеграції, короткому часі дезінтеграції, меншому споживанні електроенергії, простій структурі, невеликій площі, і може працювати з більшою кількістю добавок і металевих домішок. Макулатура. Подрібнена пульпа потрапляє в резервуар для зберігання, регулює відповідну концентрацію та перекачує її до збивача періодичної дії або безперервного рафінеру чи рафінеру для збивання, або подрібнена пульпа подрібнюється відповідно до потреб виробництва. Після очищувача високої-концентрації, деконсолідатора волокна та подвійного{9}}дискового рафінера проводяться видалення шлаку, деконструкція та збивання, а підготовлений шлам вивантажується в резервуар для зберігання або розподільний бак для шламу в режимі очікування. Ступінь деградації биття зазвичай становить 28 градусів -35 градусів.
2. Приготувати кашку
У процесі збивання кілька видів сировини можна кількісно додати до резервуару для суспензії відповідно до розробленого співвідношення суспензії, і суспензію можна визначити за розміром і додати невелику кількість функціональних добавок. Якщо проклеювальний агент додається для збільшення стійкості до проникнення рідини в паперово-формований виріб, використовуваним проклеювальним агентом зазвичай є каніфоль, парафіновий латекс або каніфольно-парафіновий клей. Варто зазначити, що після додавання цієї добавки продукт не можна назвати екологічно чистим. Для не-клейкої целюлозної макулатури додайте каніфольний клей, еквівалентний 3% від абсолютно сухої маси волокон целюлози; для склеєної макулатури Для целюлози слід додати 1,5%-2% каніфольного клею. Тальк також можна додати до целюлози як наповнювач для досягнення вищого рівня утримання суспензії. Водну суспензію, що містить 20%-30% талькового наповнювача, можна обробляти в змішувачі на високій швидкості протягом 6 хвилин, а потім розбавляти водою і додавати хімічні добавки. Його обробляють ще 5 хвилин для утворення суспензії наповнювача, яку потім додають у суспензію. Деякі виробники також додають до суспензії невелику кількість масловідштовхувального засобу, водовідштовхувального засобу, засобу для міцності у вологому стані та засобу для утримання. У процесі варіння целюлози слід додати відповідну кількість білої води або чистої води, щоб відрегулювати концентрацію завантаження целюлози до 1%-2% для виробництва формованих виробів.
3. Ліплення з паперу
Формування є ключовим процесом у процесі виробництва лотків для паперу, і воно відіграє вирішальну роль у якості, швидкості поломки, споживанні енергії та ефективності виробництва паперових формованих виробів. Відповідно до принципу дегідратації обладнання для формування існує три основні методи формування паперових лотків: метод вакуумного формування та метод гідроформування.
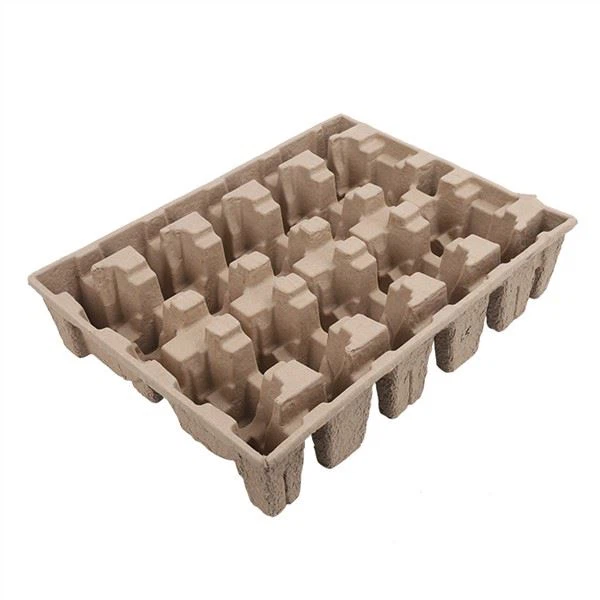
(1) Метод вакуумного формування формується за допомогою вакуумної фільтрації. Форма для формування поміщається в розчин целюлози з концентрацією близько 1%, а порожнину форми вакуумується, щоб утворити негативний тиск, і волокна в целюлозі рівномірно осідають у формі. На поверхні форми форми велика кількість вологи забирається під час вакуумного всмоктування. Коли досягається необхідна товщина деталі, формувальну матрицю видаляють із суспензії для екструзії та зневоднення, доки вміст води в деталі не досягне 75%-80%, а потім стиснене повітря пропускають у порожнину прес-форми, щоб витягти форму з мокрого паперу. Цей спосіб відрізняється високою ефективністю виробництва і рівномірністю товщини виробу. Він підходить для виготовлення тонких не надто глибоких деталей, таких як паперові лотки для пакування яєць, фруктів, посуду, ящиків для лотків тощо.
(2) Метод гідроформування використовує гідравлічний тиск для створення більш високого тиску екструзії за допомогою механічних пристроїв гідравлічного приводу. Його принцип роботи полягає у введенні кількісної кількості целюлози в формувальну порожнину, а верхня формувальна матриця стискається вниз під дією гідравлічного тиску, так що целюлоза формується на сітчастій формі в формувальній порожнині, а вода витікає з нижнього кінця сітчастої форми. Деталі виймаються з форми за допомогою вакуумної адсорбції та передаються на наступний процес. Завдяки високому тиску формування цей метод придатний для виробництва неглибоких каструль із більшою основною вагою та більшою щільністю.